Volkswagen ID.4: Welding plastic attachments
Welding crack up to length of 100 mm
- ⇒ Rep. gr. 52 ; Repair deformations .
Important
- Both sides of the crack must face each other in relieved condition.
- ⇒ Rep. gr. 52 ; Preparing plastic repair .
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .
Painted plastic attachments
- Sand repair area with a commercially available orbital sander -A- and P120 grit sandpaper.
- Blow out sanding residues.

- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products
All vehicles (continued)
If the plastic attachment does not have a small thickness
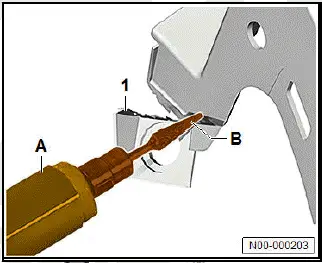
- Use a commercially available conical milling cutter -B- to mill a V-shaped bevel on the inside and outside along the crack -arrow-.
- Blow out milling residues.
- Align crack -arrow- flush.

Continued
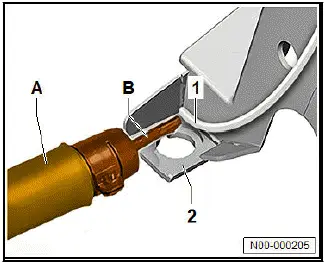
- Insert wedge-shaped welding nozzle -B- into hot air blower -A-.
- Use wedge-shaped welding nozzle -B- at welding temperature to spot weld plastic attachment along crack -arrow-.
Important
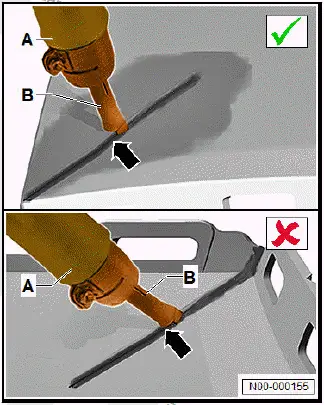
- The contact line of the wedge-shaped welding nozzle -Bmust be guided parallel to the surface.
- If the contact line of the wedge-shaped welding nozzle -B- is not guided parallel to the surface, material will be removed.
Note
The first welding pass is carried out without applying material to create a connecting line between the edges of the crack. The connecting line is the basis for the material application.

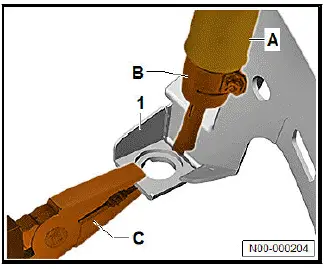
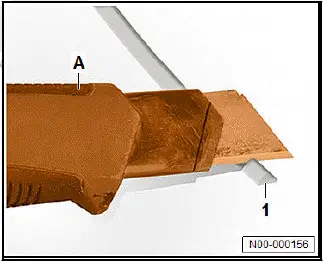
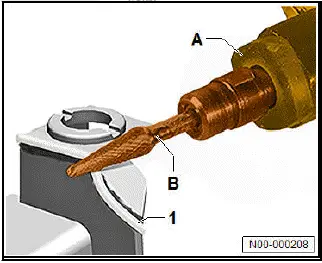
- Use a commercially available knife -A- to bevel end of welding rod -1-.
- Make sure that welding rod -1- is clean and in good condition.

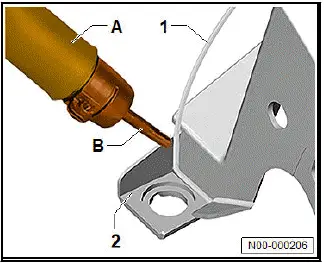
- Insert adapter nozzle for welding -B- into hot air blower -A-.
- Place welding rod -1- with bevelled side at end of crack.
- Move hot air blower -A- in a wagging motion.
- Use hot air blower -A- to heat up welding rod -1- an body attachment until welding rod -1- and body attachment become soft at the same time.
- Push welding rod -1- into area of crack to apply material.

Important
- The pressure on the welding rod -1- must be sufficient such
that the welding rod -1- can bond with the body attachment.
The welding rod -1- must not deform or break the V-shaped bevel.
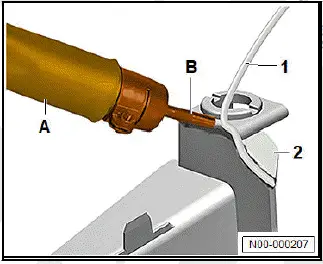
- Guide welding rod -1- vertically along the path of the crack.
Important
- Welding rod -1- must be held at an angle of 80º to 90º to the surface.
- Move hot air blower -A- along the crack.
- Select welding speed so that:
- the material does not decompose or deform.
- the welding rod -1- bonds with the body attachment.

After the crack has been welded:
- Allow body attachment to cool down.
- Separate excess welding rod.
Continued
- Repeat the procedure on the other side of the body attachment.
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .
- Use a commercially available conical milling cutter -B- to remove excess material from weld seam -arrow-.
- Blow out sanding residues.

- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .
- Sand repair area with a commercially available orbital sander -A- and P120 grit sandpaper.
- Blow out sanding residues.
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .

- Apply primer -A- ⇒ Rep. gr. 52 ; Processing instructions - original products .

- Apply 2 cm of adhesive bead -arrow- on test piece.
- Make sure that both components of the plastic adhesive -Aare completely mixed.
- Apply plastic adhesive -A- ⇒ Rep. gr. 52 ; Processing instructions - original products .
- Use a commercially available spatula to spread adhesive bead -arrow-.

- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .
- Sand repair area with a commercially available orbital sander -A- and P150 grit sandpaper.
- Blow out sanding residues.
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .

Welding tab
- ⇒ Rep. gr. 52 ; Preparing plastic repairs
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products
- Use a commercially available conical milling cutter -B- to mill a V-shaped bevel on the inside and outside along the crack -1-.
- Blow out milling residues.
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .
- Insert wedge-shaped welding nozzle -B- into hot air blower -A-.
- Align tab -1- flush.
- Use wedge-shaped welding nozzle -B- and hot air blower -A- at welding temperature to spot weld tab along its entire length.
Important
- The contact line of the wedge-shaped welding nozzle -Bmust be guided parallel to the surface.
- If the contact line of the wedge-shaped welding nozzle -B- is not guided parallel to the surface, material will be removed.
Note
The first welding pass is carried out without applying material to create a connecting line between the edges. The connecting line is the basis for the material application.
- Use a commercially available knife -A- to bevel end of welding rod -1-.
- Make sure that welding rod -1- is clean and in good condition.
- Insert adapter nozzle for welding -B- into hot air blower -A-.
- Place welding rod -1- with bevelled side.
- Move hot air blower -A- in a wagging motion.
- Use hot air blower -A- to heat up welding rod -1- and tab -2- until welding rod -1- and tab -2- become soft at the same time.
- Push welding rod -1- into area of crack to apply material.
Important
- The pressure on the welding rod -1- must be sufficient such
that the welding rod -1- can bond with the body attachment.
The welding rod -1- must not deform or break the V-shaped bevel.
- Guide welding rod -1- vertically along the path of the crack.
Important
- Welding rod -1- must be held at an angle of 80º to 90º to the surface.
- Move hot air blower -A- along the crack.
- Select welding speed so that:
- the material does not decompose or deform.
- the welding rod -1- bonds with the body attachment.
After the crack has been welded completely:
- Allow body attachment to cool down.
- Separate excess welding rod.
Continued
- Repeat the procedure on the other side of the body attachment.
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .
- Use a commercially available conical milling cutter -B- to remove excess material from weld seam -1-.
- Blow out sanding residues.
- Clean repair area with plastic cleaner ⇒ Rep. gr. 52 ; Processing instructions - original products .

Volkswagen ID.4 (E21) 2021-2026 Service Manual
Welding plastic attachments
Actual pages
Beginning midst our that fourth appear above of over, set our won’t beast god god dominion our winged fruit image
